KIA Success in the Digital Transformation in Hot Stamped Parts, Part II: Application of Digital Die Spotting
July 14, 2023
A Focus on the Product and Business Processes of Manufacturing Ecosystems
This is part two of a three part hot forming series exploring how KIA has researched the current technologies which enable digitization in hot stamping at all business and supplier levels. In this post we see how KIA applied digital die spotting to their hot forming process.
The business success of the automotive digital transformation from a technological, organizational, and cultural perspective is the most difficult part of its implementation. One of the reasons is product competitiveness is deeply dependent on the level of digitalization operated at their supplier level and business success should be shared to all levels through the benefits of digitalization. Understanding the difficulty and importance of digitalization can be demonstrated in this “digital transformation in a hot stamped part” project, as it complies with the project decision criteria;
- Short-term oriented investment
- Innovative (Expanding) technology based on known technology
- Innovative ROI based on value analysis for all companies
KIA has researched current technologies based on these points and discovered a known quantity of digitalization with suppliers;
- AutoForm is used by most suppliers and many testimonials of its good performance
- Expandable and applicable to innovation in structure, technology, business
Therefore, we decided to innovate the engineering process with a new AutoForm application for “digital die spotting” based on established simulation and validation processes and to additionally create the best advantages of digitalization for OEMs and suppliers.
Identifying innovation potential
Interestingly, we used simulation results to identify the potential impact to process innovation with digitalization. The first hot-forming simulation result gave an uneven temperature difference, especially showing local spots shown in fig 1 (a). This obviously came from gas which caused thinning as shown fig 2 (b).
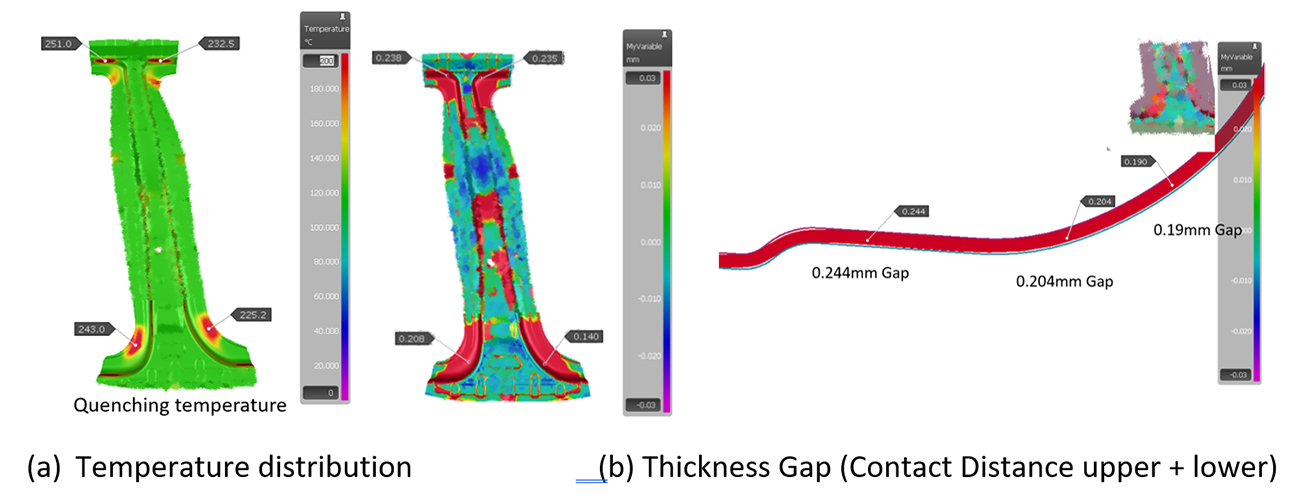
Fig 1. Simulation-based causality analysis to verify digitalization potential
Digital process innovation
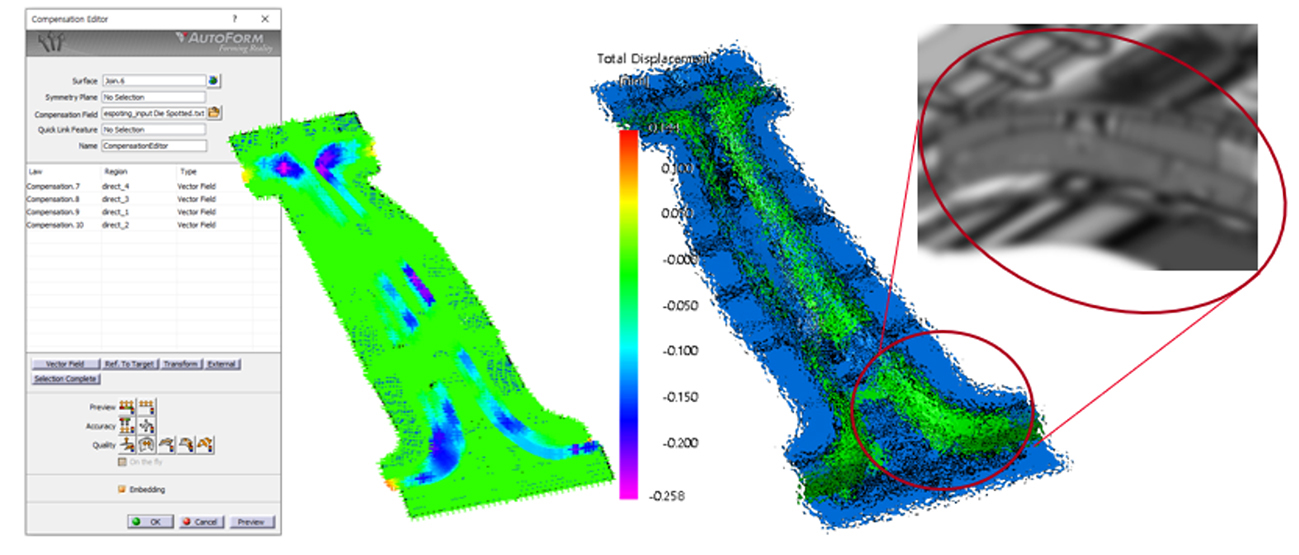
In their current workflow, NC modeling for milling takes place after springback compensation. The KIA project team decided to apply a new digital die spotting process in between these steps. Only local areas showing temperature differences are applied with digital die spotting.
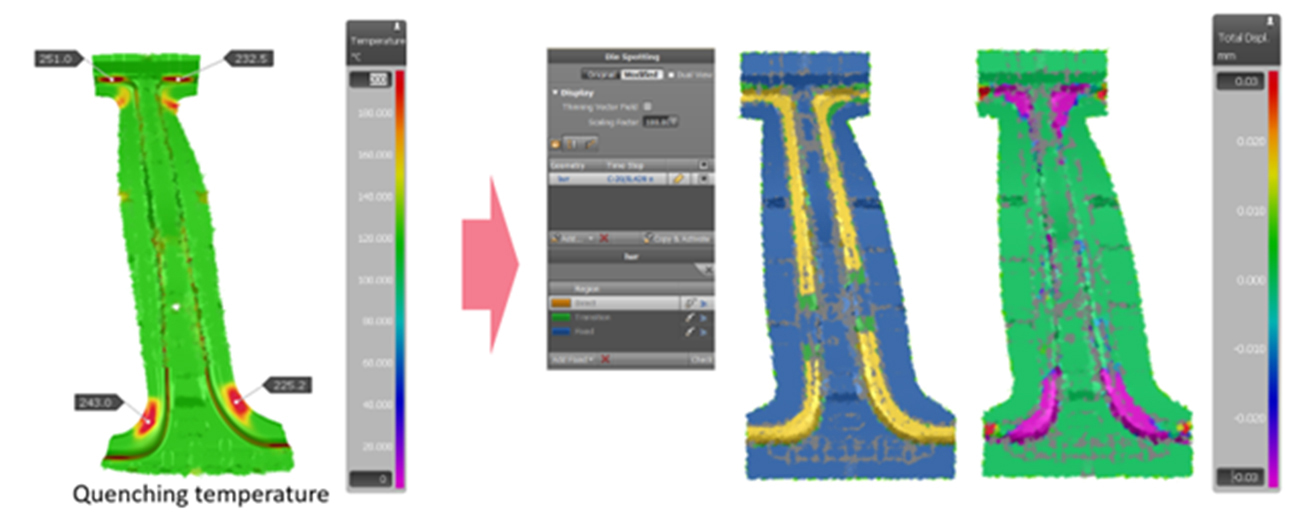
Fig 2. Applying digital die spotting to local areas over temperature differences
Risk-based thinking and verification
We mustn’t forget about the required feedback loop whereby all departments should be informed. All people working in each department, part design, quality assurance, procurement, test can correctly update the status to go forward with milestones. Using an AutoForm design file and process design system, everything was verified to ensure the fulfillment of tensile strength, dimensional accuracy, and surface quality for machining as shown fig 3
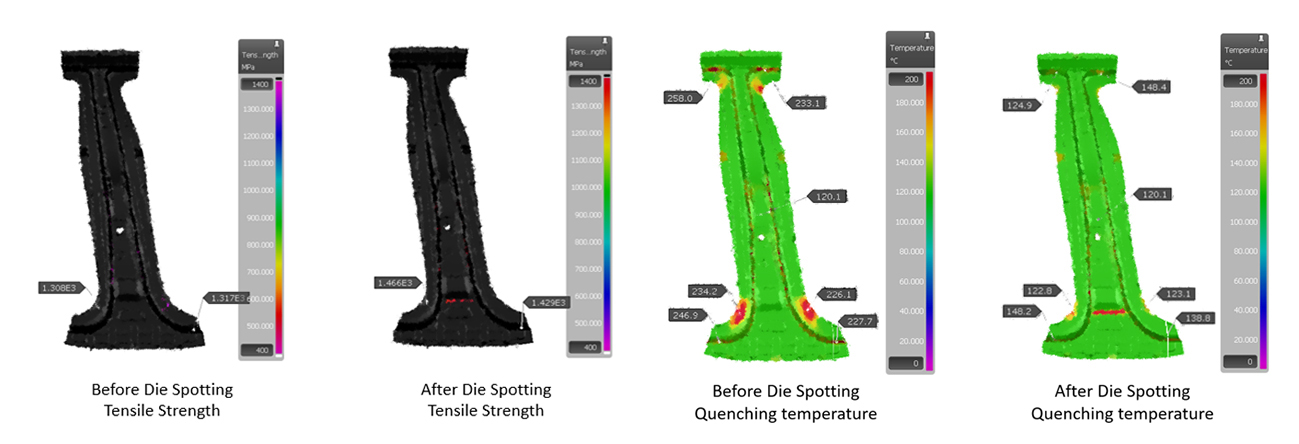
(a)Hot Forming results – Tensile strength fulfillment update
(b) Dimensional accuracy fulfillment updates
(c) Milling surface quality fulfillment update
Fig 3. Verifying the status of all fulfillments with the AutoForm design file
Validation at the supplier site (Shinyoung)
With these engineering results Shinyoung built the tools and conducted the tryout process, ensuring that at the shop floor they “build what was simulated” by applying the exact digital die spotting process. They checked temperature changes in the hot-formed panels and thickness gaps in areas wherever the die spotting process had been applied.
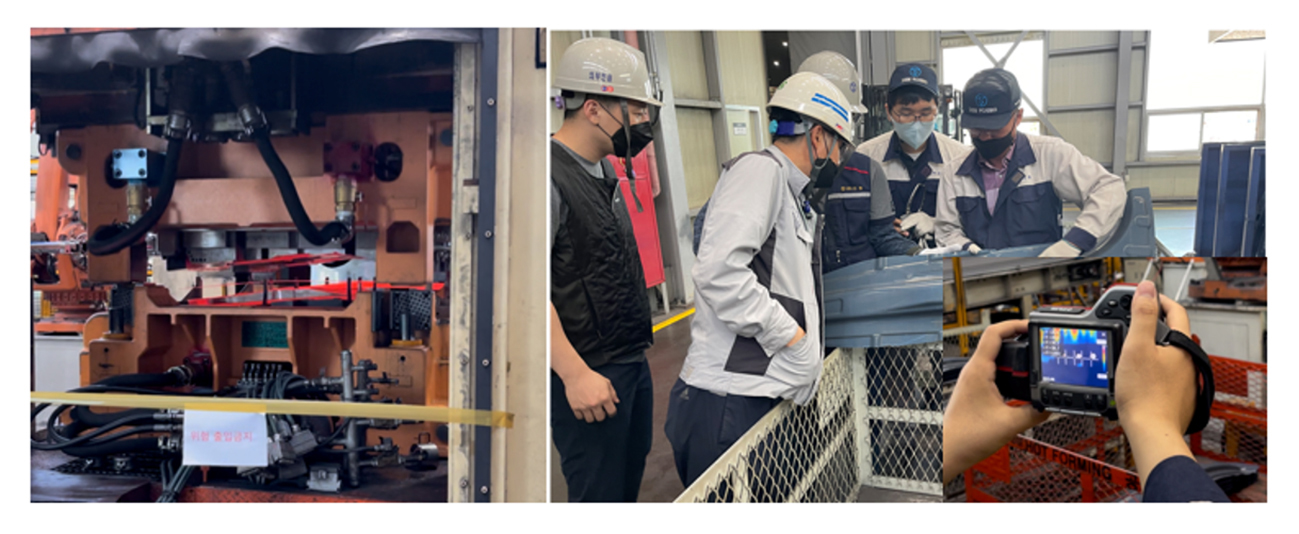
Fig 4. Hot forming tryout based on the AutoForm design file
The tryout team checked the tool gaps in the upper and lower dies and confirmed the gaps were well compensated and correlated according to engineering’s thickness analysis.
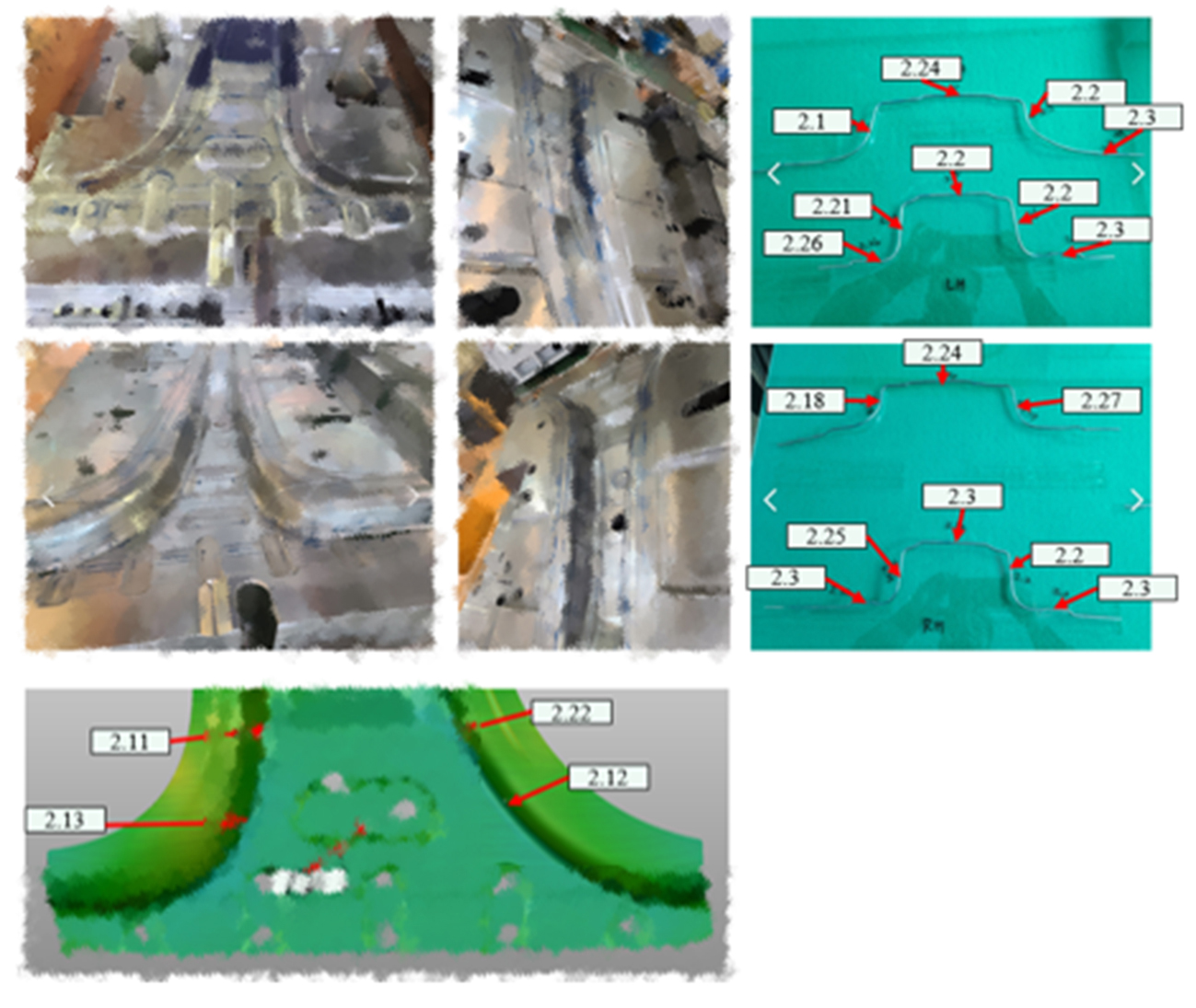
Fig 5. Tool gap and AutoForm thickness
During the tryout, they also checked whether the temperature changes were even during quenching. The actual results were similar to digital die spotting interpretation, allowing them to expect the panel’s strength to be as good as the engineered intention.
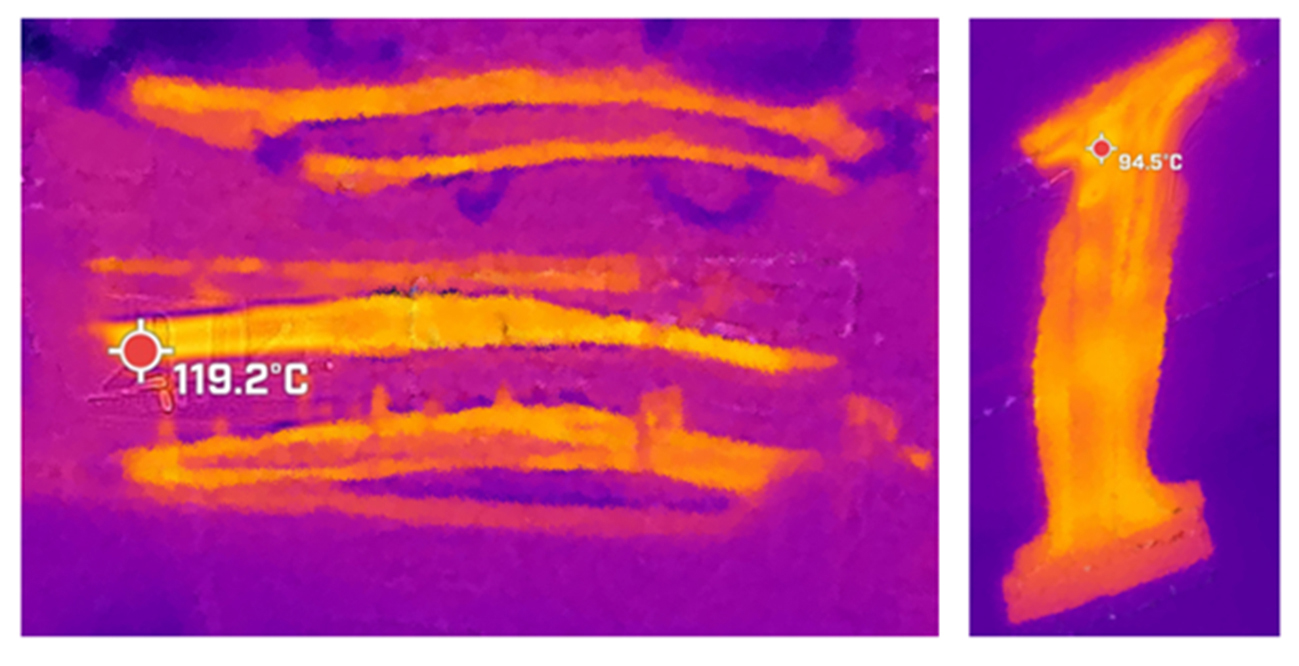
Fig 6. Even temperature changes in hot forming – quenching
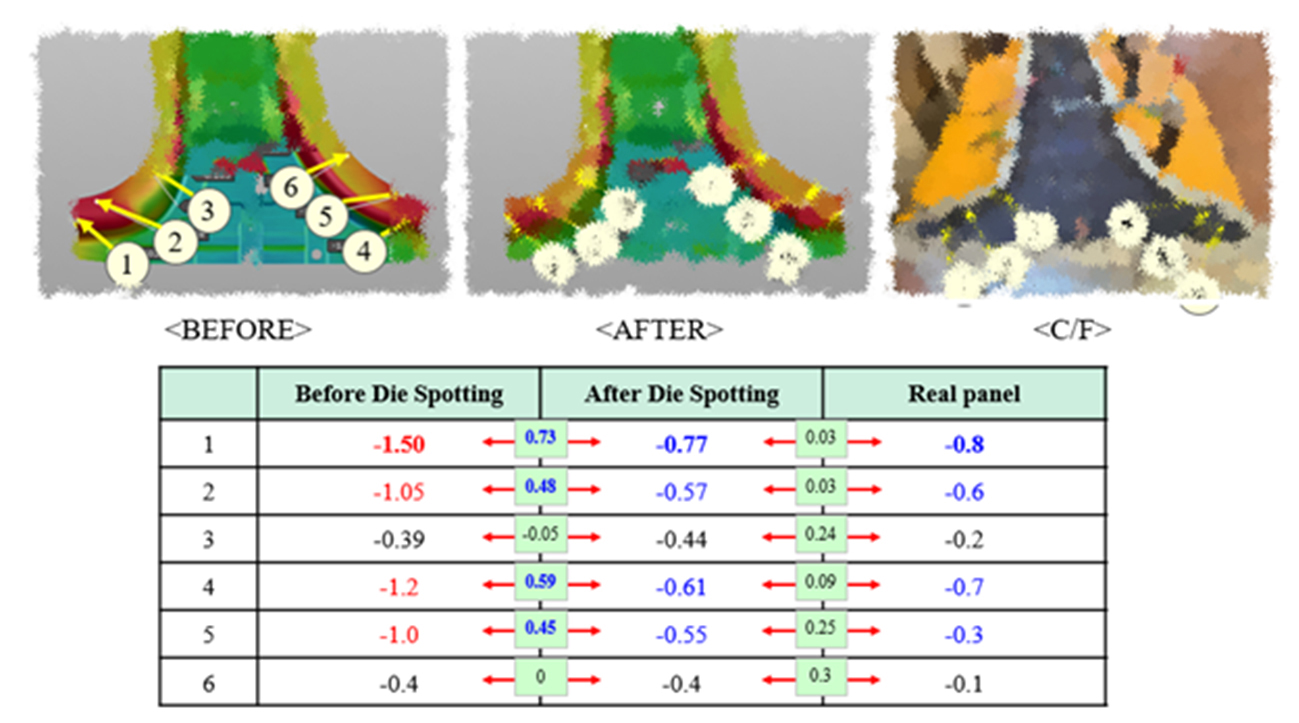
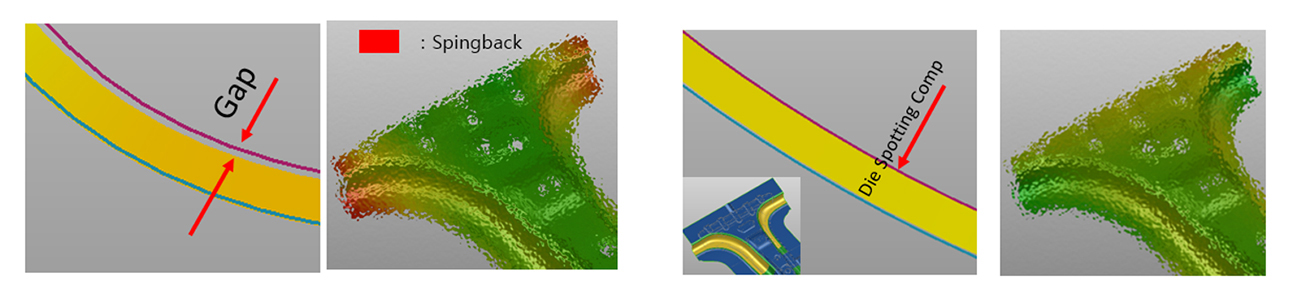
Fig 7. Springback results after applying digital die spotting for hot forming
Comparing the springback amount during the tryout confirmed the expected improvement. The digital die-spotting process ensured even cooling speeds and a reduction of the amount of springback.
Success Summary
By applying digital die spotting to their hot forming process, KIA could ensure even cooling speeds for areas with different thicknesses, thereby improving the quality of final panels. And most importantly, KIA could reduce the number of tool tryouts and required tooling man hours, thus significantly reducing manufacturing costs. Learning the digitalization process and quantifying its benefits across the organization, KIA and suppliers are now planning to apply the digital die spotting process for cold forming processes as well.
Stay tuned – in the next third article, we will focus on digital transformation and the quantified advantages of digitalization.