RA-Metal DP600 Internal Reinforcement Case Study Brazil Tooling
February 26, 2026
RA-METAL FERRAMENTARIA is already conquering space in the Brazilian stamping scene by attracting and retaining new customers. The company is situated in Limeira, about 150 km from the state capital São Paulo. They have strategically prioritized development in the engineering sector to meet customers’ tooling demands for stamped parts.
Backed by a complete engineering structure focused on stamping simulation, the company also benefits from comprehensive building resources, with 1500 square meters of floor space, including eight machining centers, grinding machines, wire erosion, three tryout presses, as well as a metrology laboratory equipped with a 3D arm and a CMM (Coordinate Measuring Machine).
In 2014 RA-METAL was introduced to the stamping process simulation software application which was immediately implemented in the engineering process.
In the tooling industry for stamped metal components, RA-METAL is faced with developing an increasing number of products with complex designs. This goes hand in hand with the constant evolution of new raw materials with different mechanical properties, making it impossible to develop processes safely without modernizing the methods and resources used in the tooling project.
With this in mind, the stamping industry has experienced a clear evolution with the support of computer simulation, particularly AutoForm’s software. This technology allows RA-METAL to optimize the adjustments made in the virtual environment, reducing the physical resources and working hours on the shop floor—translating to cost reduction and greater competitiveness.
At RA-METAL, employees became increasingly enthusiastic about this technology, and in 2020 the company introduced the use of AutoForm software in the tool design engineering team.
By using this software, RA-METAL is not only able to provide a safe process definition to their customers, they can also extract more value from their resources through tryout follow-up activities and analysis that helps define the best solutions during the development of new tooling.
RA-METAL has also been able to devote more time to the detailed aspects of the process, such as kinematic forming analysis, consistent determination of the project loads, and robust springback analysis.
Before carrying out the first tryout of a new tooling, the RA-METAL team conducts a complete dimensional analysis of the tools to eliminate any differences between the project and the construction, minimizing the analysis variables in the tryout step.
If a problem occurs in tryout, no action is taken before checking whether the problem is also reflected in the simulation. For this reason, the simulation is kept up to date throughout the tryout cycle, feeding back the experiences and learning to the engineering department.
In addition, all dimensional results are compared with the results obtained in the simulation, particularly the springback analysis which shows very robust results in the practical case illustrated in the figures below (Figures 1, 2, 3, 4 and 5).
EXAMPLE 1
(RESULT WITH NOMINAL TOOLS VERSUS COMPENSATED TOOLS):
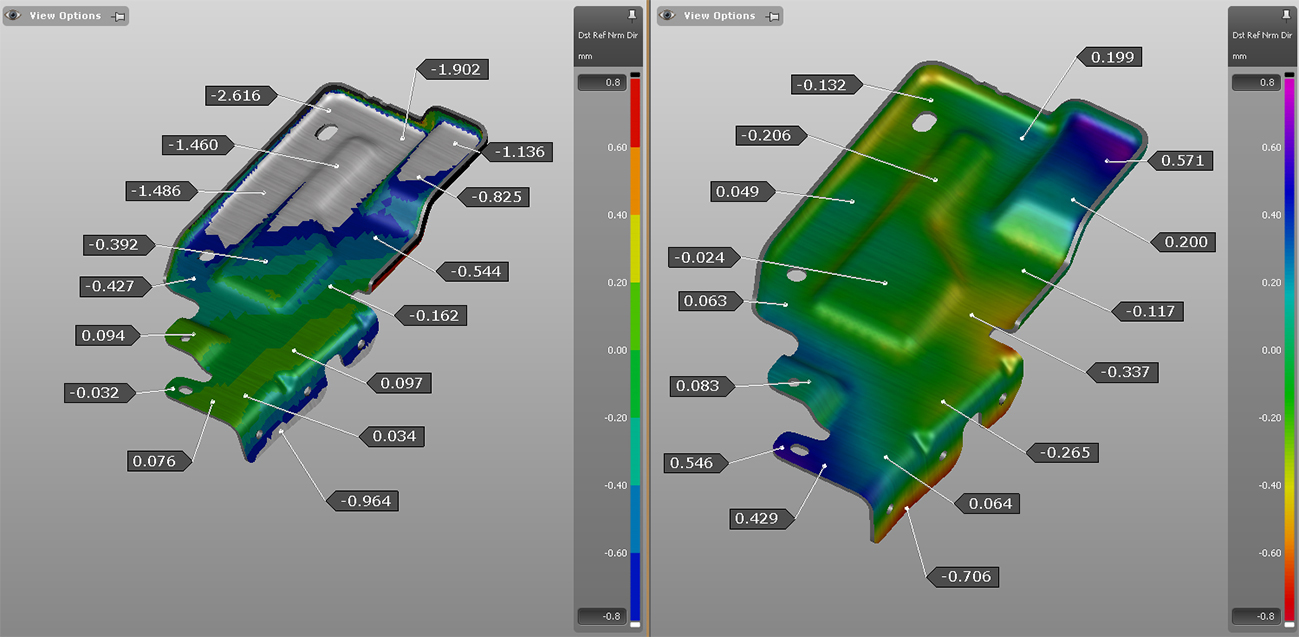
Figure 1
DIMENSIONAL OF THE FIRST TRYOUT:
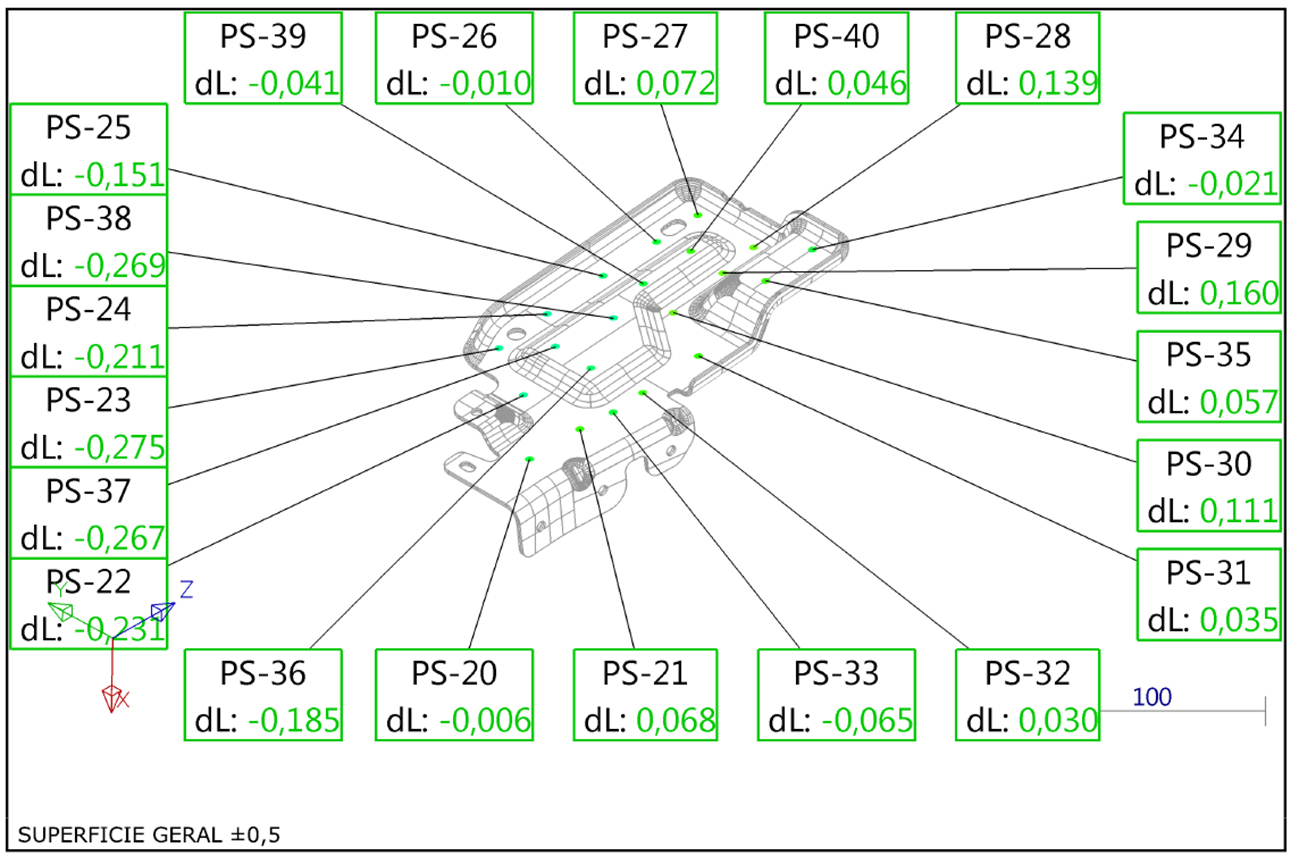
Figure 2
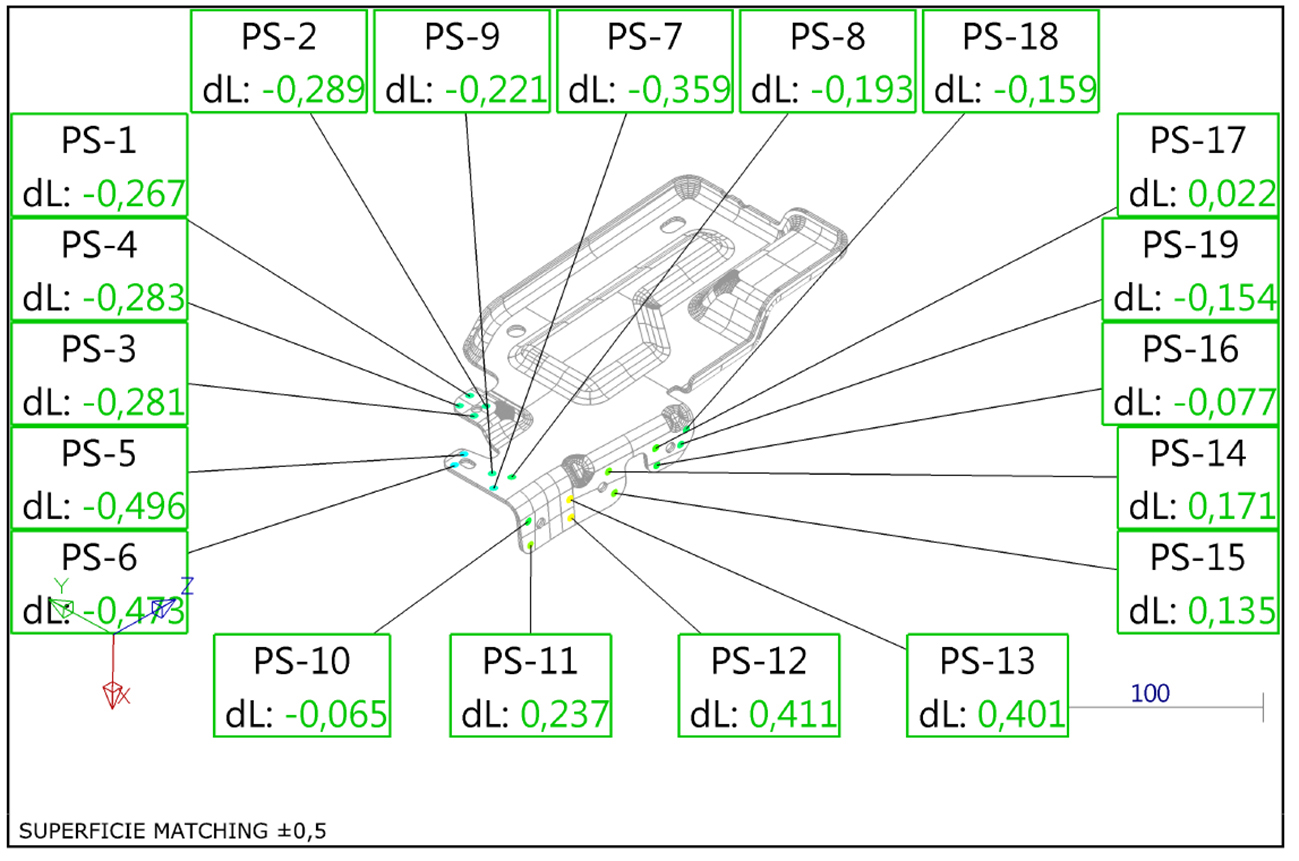
Figure 3
PHOTO OF THE STRIP – OS 3066

Figure 4

Figure 5
CASE STUDY
In 2021, RA-METAL had the opportunity to develop a product called “internal reinforcement” using DP600 material. The customer specified that the process should be developed as a TRANSFER, but for this case, the process defined was PROGRESSIVE (Figure 6).
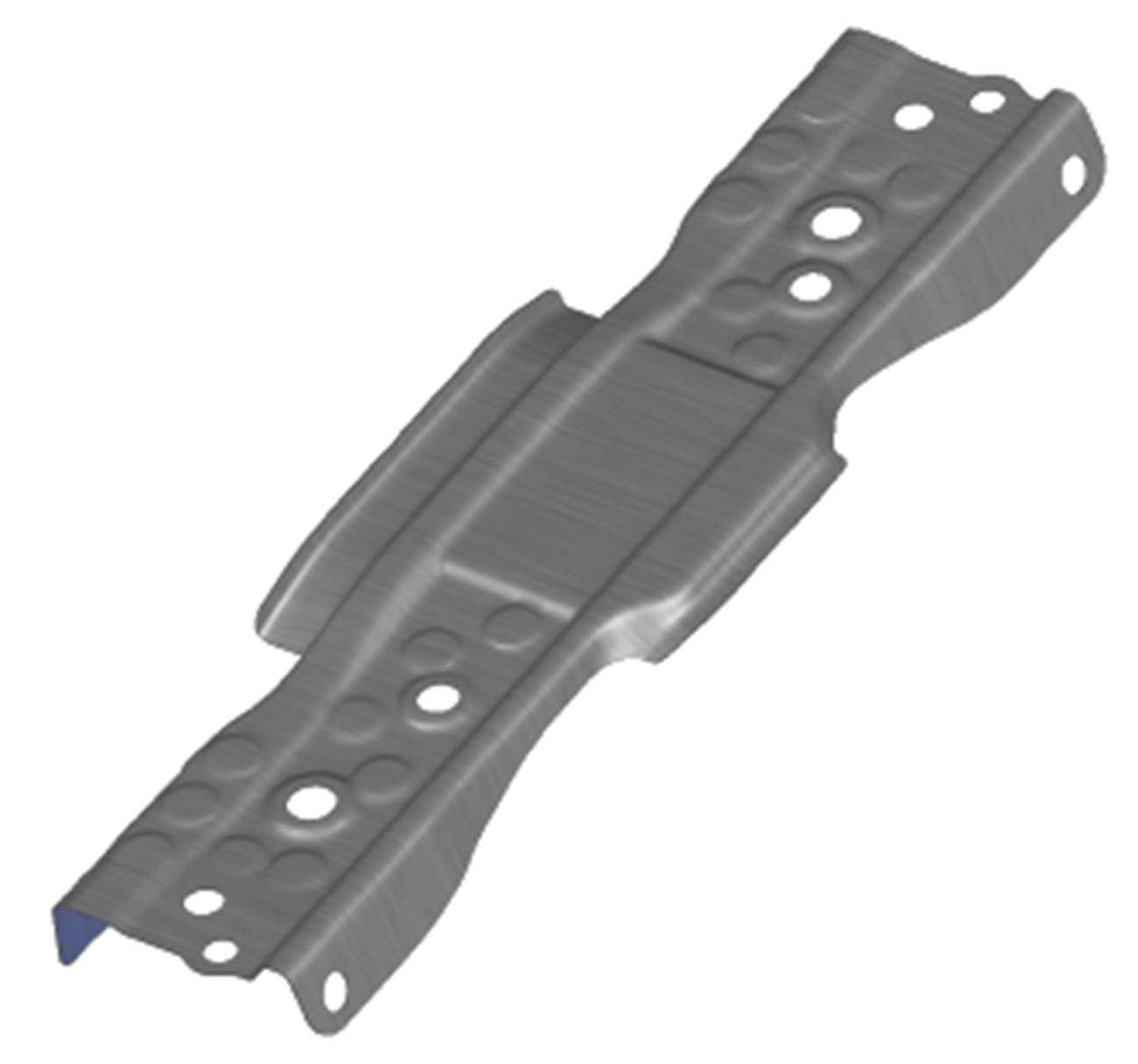
Figure 6
During the first simulation studies, the initial issues were identified as being mainly concerned with edge cracks. Additionally, RA-METAL observed that compensating the required dimensional tolerances, particularly in the matching area, would be a difficult task, as shown in Figure 7.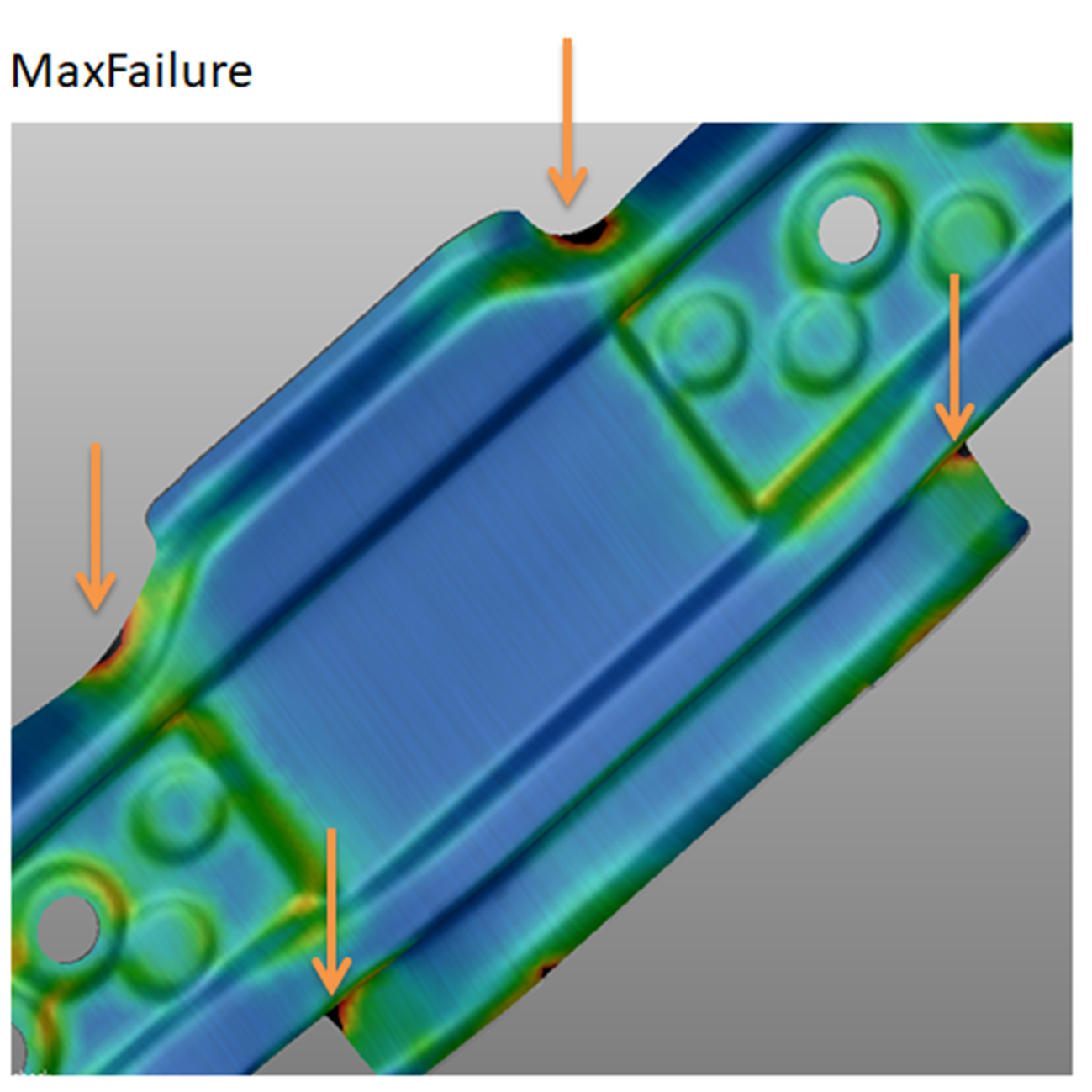
Figure 7
After conducting many different studies and tests, they developed a process that would best address the issue of edge cracks. However, it was a complex tooling design requiring cutting wedges without the space to use them in the progressive process. As a result, it was not possible to continue with this process, as shown in Figure 8.
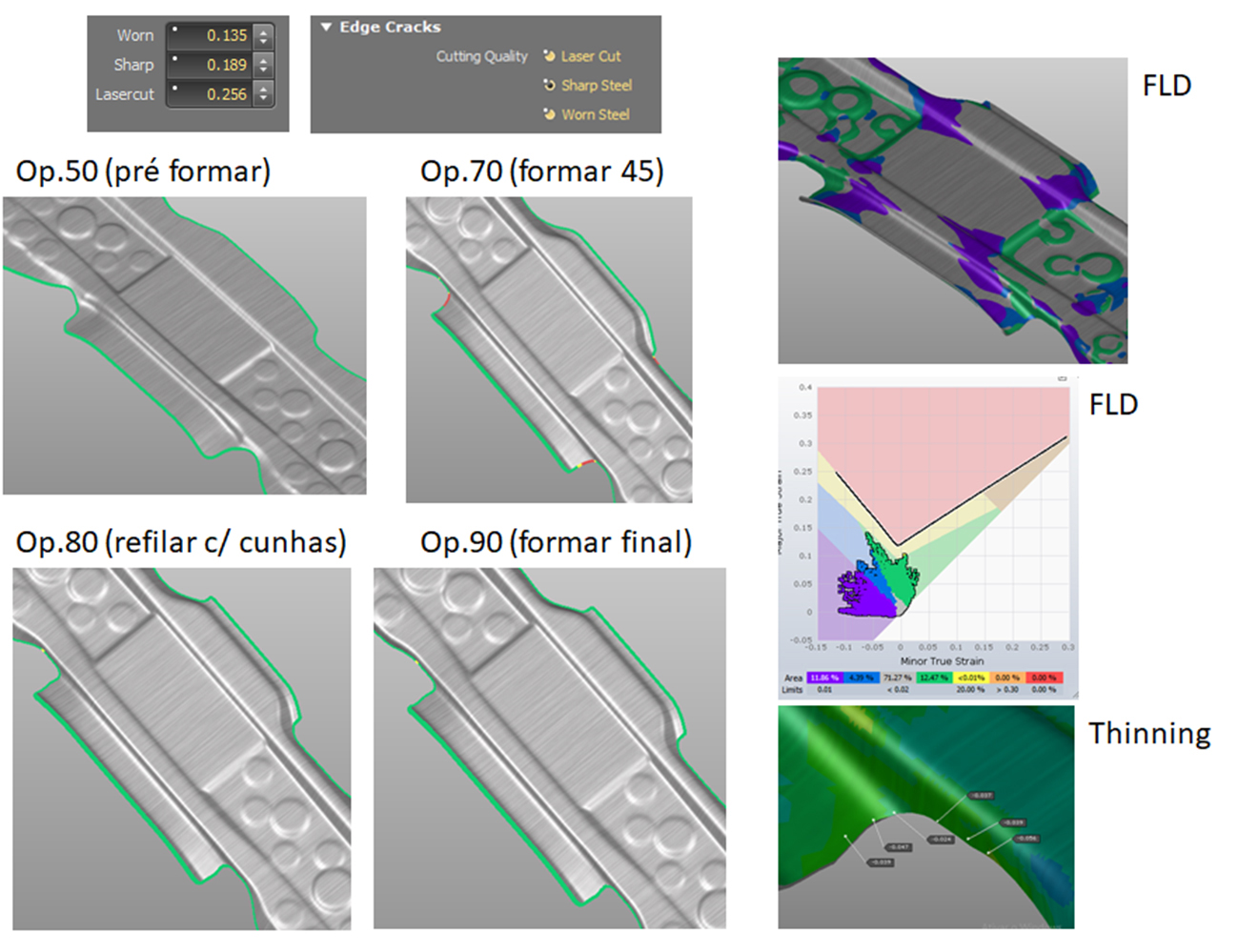
Figure 8
Another study involved applying the final forming of the product in crash form with a positive result. However, when RA-METAL analyzed the springback in this process, it presented a considerable geometry torsion. They then identified that it would be very difficult to converge to a good dimensional result.
4.3 mm amplitude at the identified points (Figure 9)
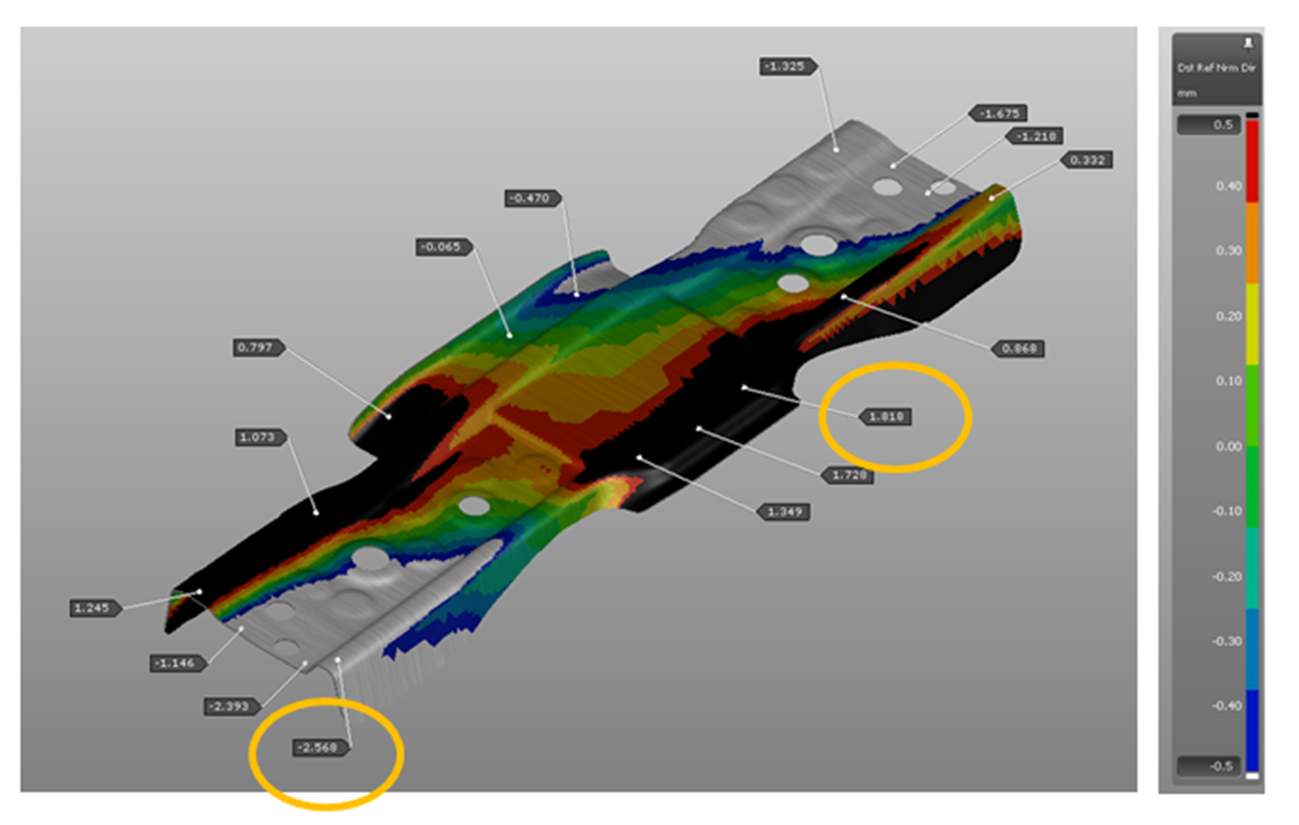
Figure 9 & Figure 9B
Free springback measurement; tools in the nominal condition; forming in crash form.
So, RA-METAL reanalyzed the previously studied processes.
They incorporated some previously implemented ideas to create a new process that would improve springback behavior by adding the best results from their various points of analysis.
To do so, RA-METAL merged two ideas of preform geometry and rotated the product 5 degrees for better access of the punch to calibrate a matching region, as shown in Figure 9C.
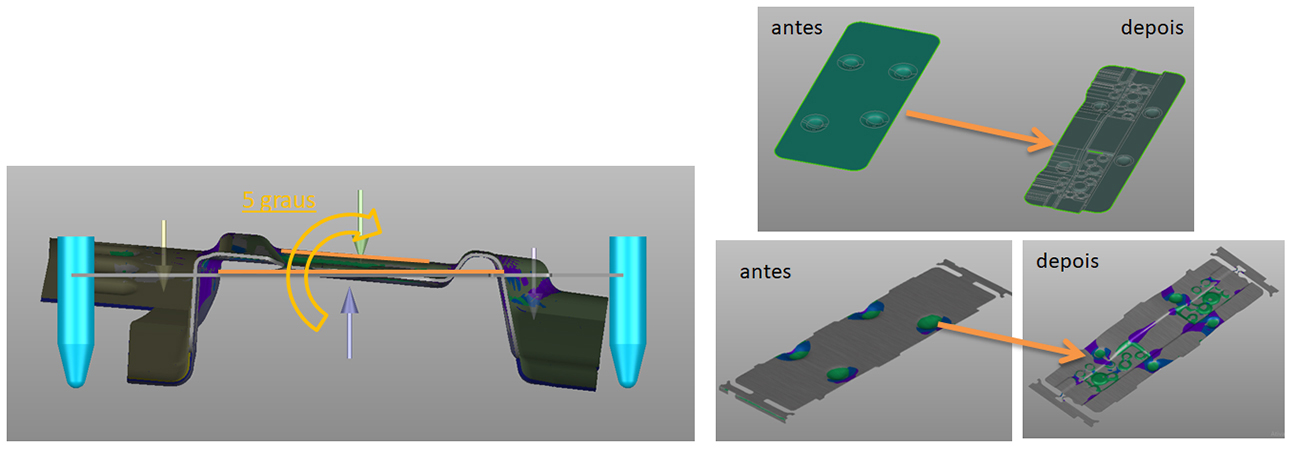
Figure 9C
This new study proved to be viable, maintaining the forming of critical areas and producing a torsion effect that is almost 50% less than the previous study. As such, they decided to implement surface compensations based on this process.
The amplitude was reduced from 4.3 mm to 2.3 mm at the identified points, shown in Figure 10.
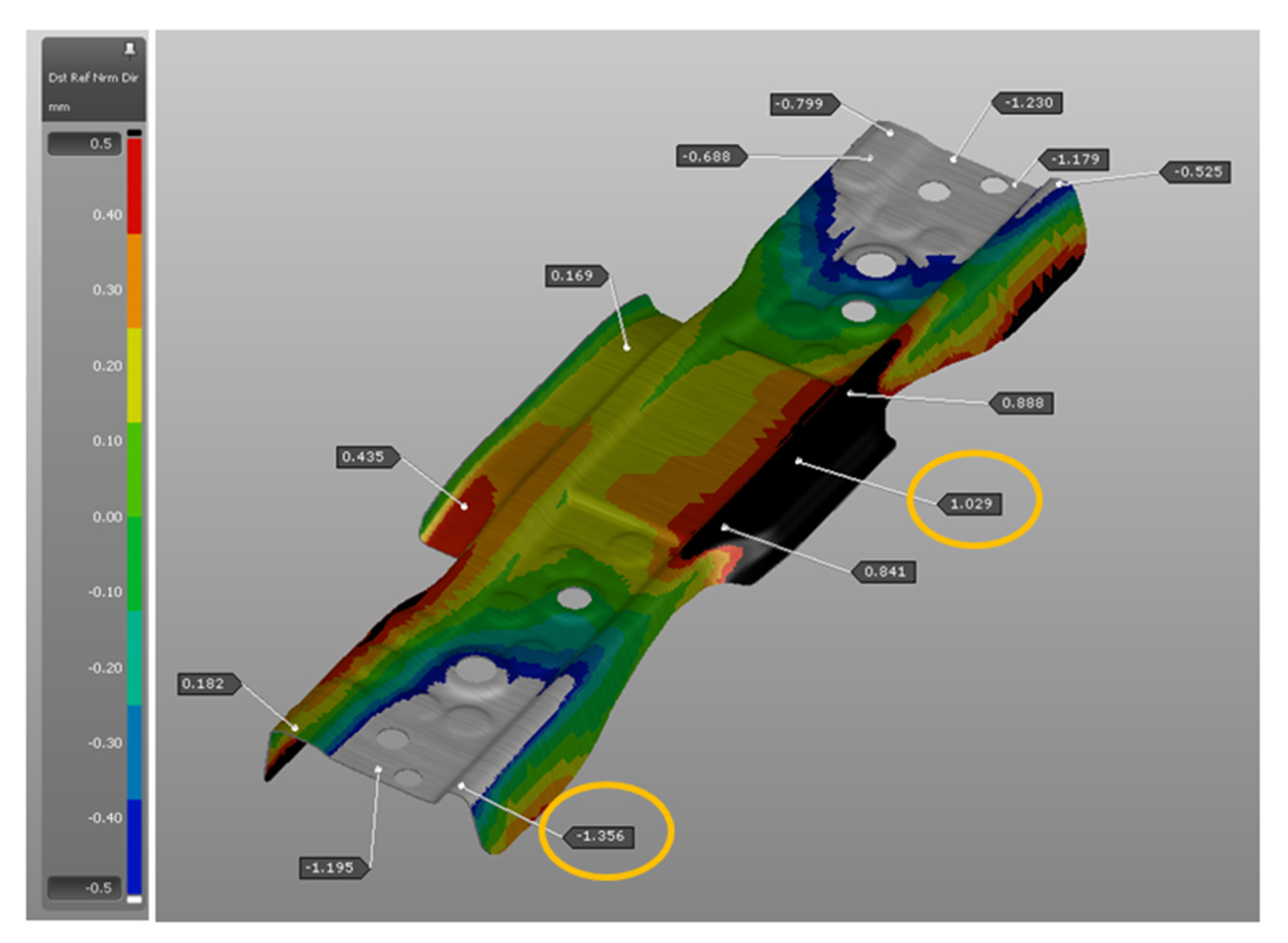
Figure 10
It is worth noting that during the surface compensation activities, RA-METAL observed that the geometry of the connecting branch between the product and the lateral extension of the strip influenced the compensation result. In particular, they found that a very robust branch generated a greater accumulation of stresses, and once removed from the product, it altered its dimensional result. To address this, RA-METAL added a relief in the central region of this branch to dissipate the stresses and allow for small deformations to be absorbed without affecting the dimensional result after removal from the product. See Figures 11A, 11B.
Branches without relief:
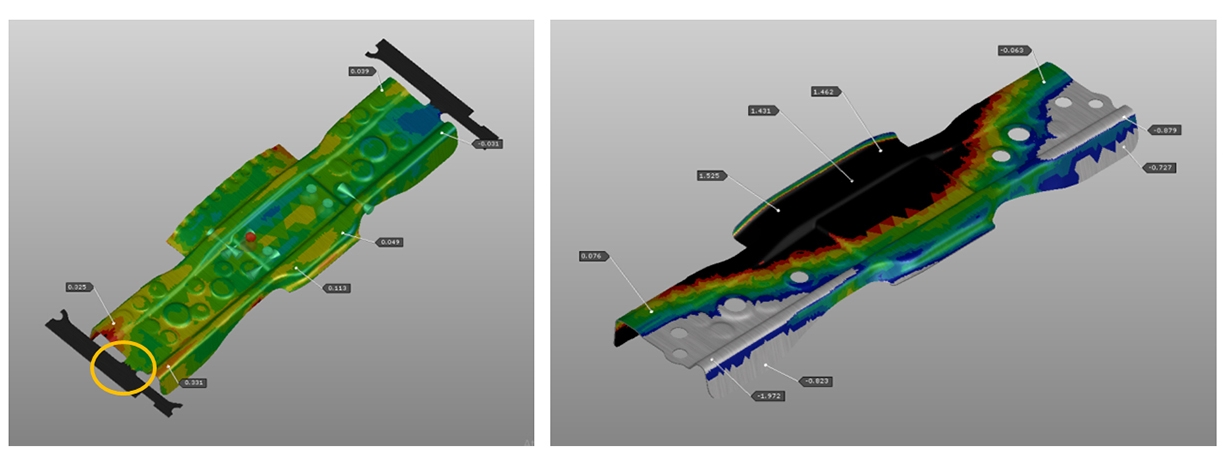
Figure 11A & Figure 11B
Branch with relief, as shown in Figures 12A and 12B.
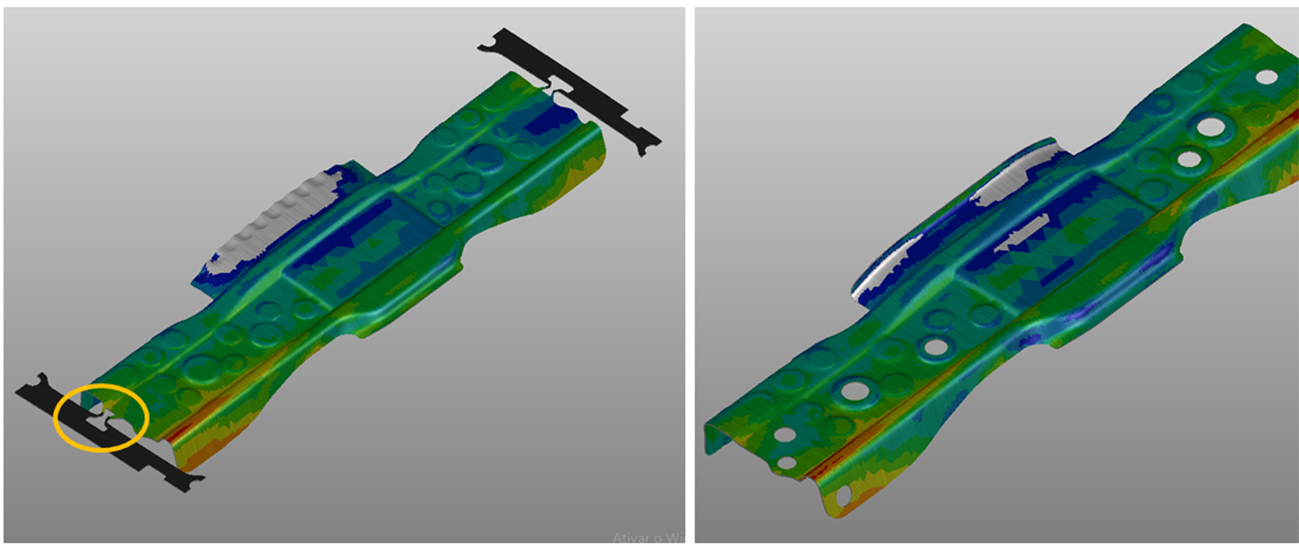
Figure 12A & Figure 12B
Below you can see the comparison of springback results from the simulation with nominal surfaces and compensated surfaces in Figures 13 and 14, as well as the dimensional results from the initial tests.
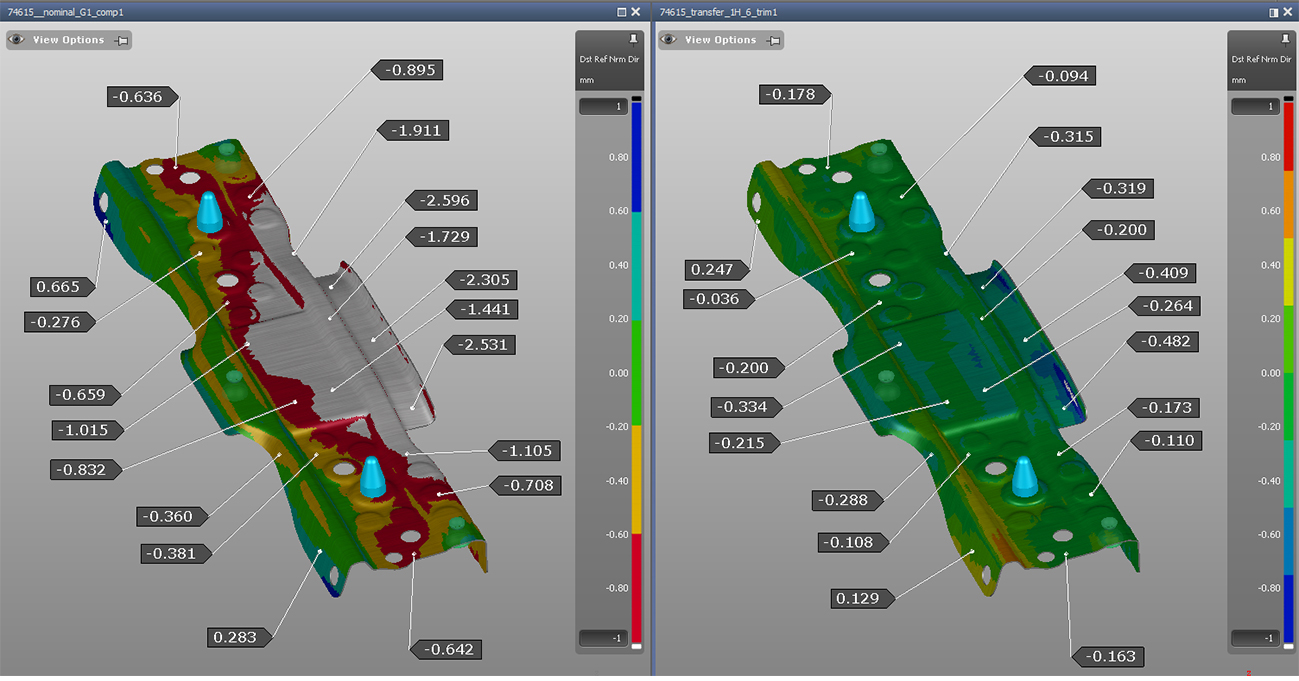
Figure 13
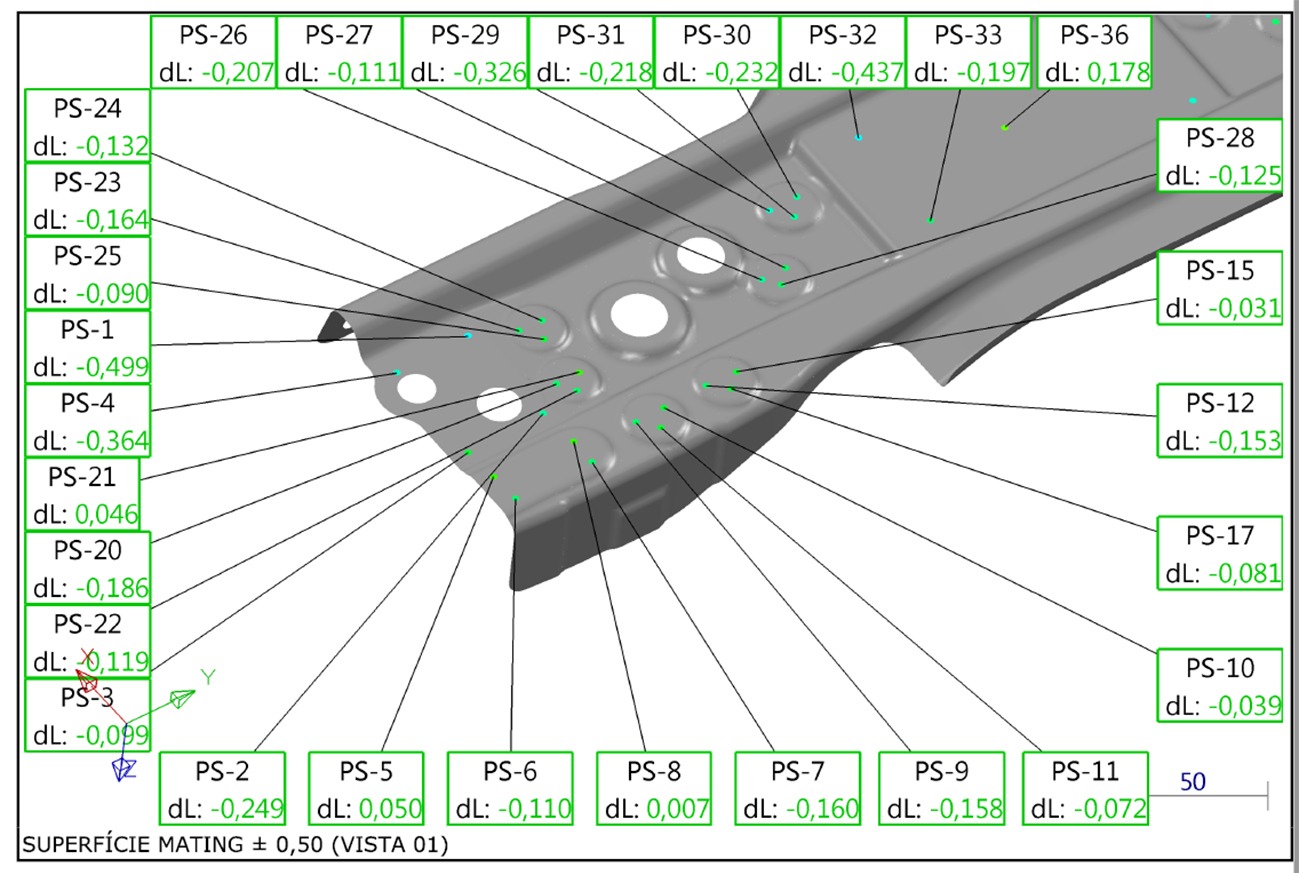
Figure 14
Product photo 3054, as shown in Figures 15 and 16.

Figure 15 & Figure 16
This practical study is one example of how the use of simulation resources has allowed RA-METAL to continuously expand our knowledge and provide robust tooling and process development to the market, meeting the needs of their customers.
RA-METAL would like to recognize the assistance of their entire team, as well as the support of AutoForm and the engineering teams of their customers, for the satisfactory results achieved in this project.